Forum d'échanges et de partages UNIQUEMENT consacré à la fabrication de bijoux faits entièrement à la main sans aucun moulage. Les apprentis, les artisans et les amoureux sont les bienvenues. Vous y inscrire vous obligera au respect de cet objectif.
........................................................Vous aimez la bijouterie-joaillerie faite entièrement à la main sans aucun moulage !!!!!!!!!.........Alors vous êtes ici sur le bon forum. Un forum de milliers de passionnés, heureux de partager leurs expériences, depuis plus de treize années déjà. Au plaisir de vous lire. Très belle journée à toutes et à tous.............
Messages : 8652 Date d'inscription : 29/10/2012 Age : 57 Localisation : Au bout du monde
Sujet: Re: Aluminium et anodisation de l'aluminium Jeu 28 Fév - 13:18
DidierV
Messages : 37 Date d'inscription : 19/02/2019
Sujet: La phase d'anodisation Ven 1 Mar - 11:01
L’anodisation et la coloration :
Commençons par une petite vidéo sur cette phase :
Comment faire
Je crois que la vidéo est assez explicite. Je vais me concentrer sur un point important : Le calcul du courant.
On calcule le courant par une formule simple : Surface de la pièce en Dm2 * 1,5. Prenons le cas d’une bague « plate », comment en calculer simplement la surface ? :
En fin de compte, c’est un cylindre creux. On peut donc imaginer la couper et la déplier :
le calcul de la surface est alors un jeu d’enfant : Longueur*largeur. Imaginons que les dimensions soient de 10 mm * 50 mm, cela nous donne 500 mm²
Il y a 2 faces, donc on obtient 500*2 = 1000 mm²
On convertit en dm² (http://www.conversionunites.com/conversion-millimetre-carre-en-decimetre-carre). Résultat 0,1 dm²
On multiplie 0,1*1,5 et on obtient 0,15A. Comme on a négligé l’épaisseur de la bague dans notre calcul, on arrondi à 0,2A. Pour anodiser cette bague, il faudra donc régler le courant d’anodisation sur 0,2 ampères.
Pour régler l’alimentation, c’est simple :
Alimentation coupée, mettez à 0 la tension et le courant. Mettez votre pièce en place dans le bain et allumez l’agitation. Allumez votre alimentation et montez la tension à 24V. Montez ensuite le courant à la valeur que vous avez calculé. Laissez faire 45 minutes. Voilà, il ne vous reste plus qu’à surveiller la température et, si vous avez une alimentation manuelle, à faire un petit réglage pour ajuster le courant de temps en temps.
Pour ce qui est de la coloration, laissez tomber les recettes de « grand-mère » à base de teinture à vêtements, encres d’imprimante ou éosine… Les colorants organiques pour anodisation sont les seuls efficaces de plus, ils sont moins chers et intègre un filtre UV !
Pour en savoir plus
Il est très important de contrôler et d’ajuster la température du bain d’anodisation. Les pores de la couche anodique sont comme des tubes les uns à côté des autres. Or, le diamètre de ces tubes est directement lié à la température d’anodisation !
Plus vous anodiserez froid, plus les tubes auront un petit diamètre. Inversement, plus vous anodiserez chaud, plus ils auront un gros diamètre… Cela veut dire 2 choses : - Il faut que la température d’anodisation soit stable pour que le diamètre des tubes soit stable, - Il faut une température minimum, compatible avec la taille des pigments que vous allez utiliser.
Si vous avez un additif d’anodisation, je vous recommande d’anodiser à une température entre 24 et 25°C, c’est à cette température que vous aurez les meilleurs résultats en coloration.
Si vous n’avez pas d’additif d’anodisation, anodisez entre 17 et 19°C. Au delà de 20°C, votre anodisation sera un échec avec de graves défauts d’aspect.
Maintenant, allons un peu plus loin dans les colorants :
Vous avez des couleurs de base : Rouge, bleu, jaune, orange, noir, bronze et bien d’autres… Pour certaines couleurs, vous avez des variantes : Rouge cerise, rouge feu, bordeau. Vous avez aussi des couleurs "exotiques" : champagne, ocre,...
Les colorants organique pour anodisation se présentent sous forme de poudre. 3 grammes de poudre par litre est une bonne base.
Prenons en exemple le vert utilisé dans la vidéo : il est dosé à 3 grammes et c’est à la base un vert olive qui est très efficace dans les tons pâles. Pour avoir un vert plus saturé, 2 solutions : - passer à 6 grammes par litre - passer sur une autre variante de vert
L’avantage est que ce sont des colorants professionnels, vendu par dose de 3 grammes à environ 3,5€ la dose. Donc, il est très accessible de disposer d’une dizaine de colorants. Pour vous qui utilisez de petits bains de coloration, je recommande de réaliser le colorant avec non pas un litre, mais 1/2 litre. Si vous obtenez des couleurs trop saturées, vous pouvez toujours rediluer le colorant.
Cependant, je ne suis pas pour un sur-dosage : Si la coloration est très rapide, il peut être délicat de choisir la bonne saturation si vous voulez un ton clair.
Pour certaines couleurs, il est possible de faire 2 bains sucessifs pour obtenir des résultats très précis. Par exemple, pour un or, je commence par un bain jaune, je rince et je fais un bain orange.
Il est aussi possible de faire des dégradés, des « camouflages », des marquages, des lettrages, des effet « splash »,… Le résultat en terme de précision est unique : La séparation entre 2 couleurs est d’une netteté incroyable !
Enfin, sachez que pour une dose de 3 grammes, vous teintez environ 1,5 m². Bien sur, cela dépend de la saturation que vous désirez, mais je ne suis jamais descendu sous 0,5 m² par litre et je suis courrament à 2 m² .
Voilà, prochaine étape le colmatage pour voir le résultat « pièce finie »;-)
DidierV
Messages : 37 Date d'inscription : 19/02/2019
Sujet: Et voila Dim 3 Mar - 10:49
Bon, je ne vous ai pas fait de vidéo sur le colmatage :
On prend une casserole en inox ou acier émaillé, on met de l'eau déminéralisée, le colmatant et on fait bouillir le tout.
Quand on est à ébullition, on trempe la pièce et on laisse ainsi un temps égal au temps d'anodisation. Vous avez anodisé 45 mn ? Colmatez 45 minutes !
On rince à l'eau et voila le résultat (soyez indulgent, je fais les photos avec mon téléphone et ce n'est pas mon fort, d'autant plus que photographier de l'anodisation, c'est pas simple à cause de l'iridescence...) :
Alors, l'anodisation vous en pensez quoi ?
DidierV
Messages : 37 Date d'inscription : 19/02/2019
Sujet: Des exemples Dim 3 Mar - 11:09
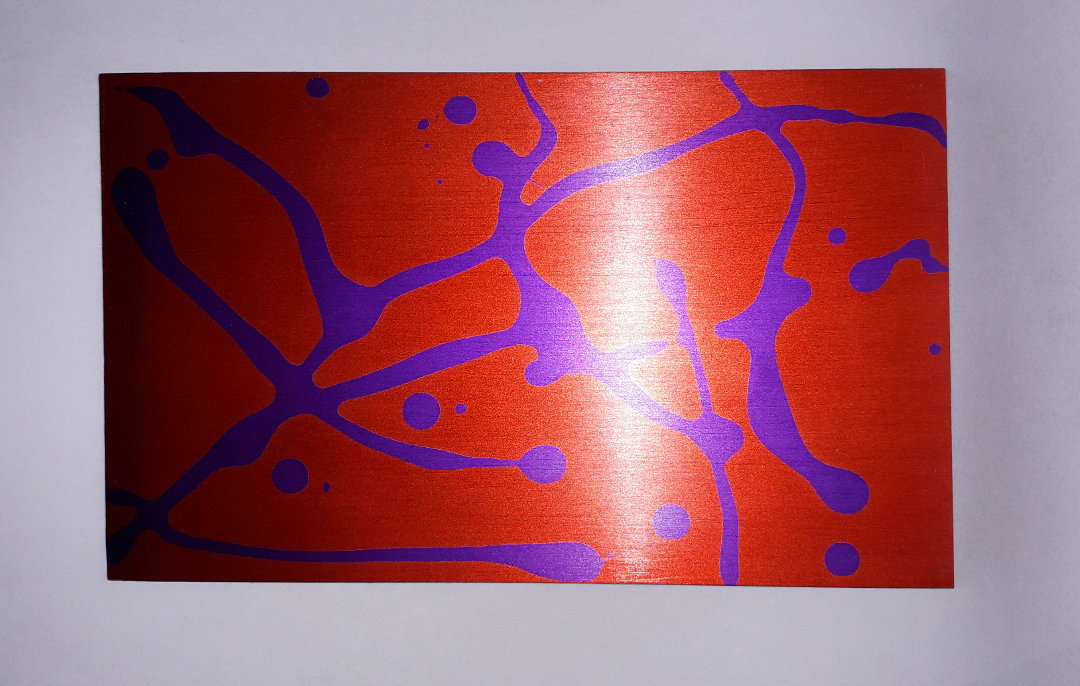
Je vous rajoute quelques images de possibilité de coloration. Attention, ce ne sont pas des pièces avec des états de surface "bijouterie" ! La plupart sont des pièces mécanique, certaines "brut d'usinage" et dans des alliages ou ce qui compte, c'est avant tout les caractéristiques mécaniques... Mais bon, cela vous donnera un idée de ce qui est faisable...
Une tôle brossée anodisation splash bi-couleur :
Un dégradé :
La coloration "camouflage" :
Alliage 6060 (utilisable je pense en bijouterie) :
TimTamTom
Messages : 4613 Date d'inscription : 10/11/2011
Sujet: Re: Aluminium et anodisation de l'aluminium Dim 3 Mar - 14:18
Bonjour,
Je suis avec intérêt toutes ces explications, Mais je n'ai pas saisi quelle est l'épaisseur finale de la coloration? J'imaginais que la coloration se faisant en bain électrolytique mais en réalité elle se fait apres le processus d'anodisation. Du coup le colorant pénètre dans l'épaisseur? Si on gratte, ce qui se fera d'office avec un bijou soumis à frottement, que se passe-t-il au niveau couleur?
Je trouve que l'aspect sur surface polie est très réussi, ça fait penser à de la laque ou à de l'email, Des qu'on est sur du satiné, je visualise plus le rayon sport, vélo ou escalade, ou tuning.
Aurais tu un "nuancier" des couleurs possibles à obtenir avec ce processus Artisanal sur surfaces polies?
Dernière précision, à l'usure simple du "porté" du bijou, pas forcément en bague où l'usure est forte, comment va se comporter ce poli? Sur l'argent par exemple, l'état de surface dure peu de temps et le brillant est vite remplacé par un satinage ou patinage naturel.
DidierV
Messages : 37 Date d'inscription : 19/02/2019
Sujet: Re: Aluminium et anodisation de l'aluminium Dim 3 Mar - 17:06
TimTamTom a écrit:
Bonjour,
Je suis avec intérêt toutes ces explications, Mais je n'ai pas saisi quelle est l'épaisseur finale de la coloration?
Hello TimTamTom,
La couche anodique fait 20µ et les pigments occupent les 2 tiers, soit environ 14µ.
TimTamTom a écrit:
J'imaginais que la coloration se faisant en bain électrolytique mais en réalité elle se fait apres le processus d'anodisation. Du coup le colorant pénètre dans l'épaisseur?
Exactement !
TimTamTom a écrit:
Si on gratte, ce qui se fera d'office avec un bijou soumis à frottement, que se passe-t-il au niveau couleur?
Si tu gratte avec l'ongle, rien ! il faudra y aller avec une pointe en acier dur et vraiment appuyer fort... Tu ne peux pas altérer la couleur comme avec une peinture. La seule solution est d'attaquer la couche anodique, car la couleur n'est pas une "peau", c'est la matière qui est tintée.
TimTamTom a écrit:
Je trouve que l'aspect sur surface polie est très réussi, ça fait penser à de la laque ou à de l'email,
Je n'aurais pas mieux dit : ça fait comme de l'email !
TimTamTom a écrit:
Des qu'on est sur du satiné, je visualise plus le rayon sport, vélo ou escalade, ou tuning. Aurais tu un "nuancier" des couleurs possibles à obtenir avec ce processus Artisanal sur surfaces polies?
Je te le passe en MP, c'est sur notre site de vente...
TimTamTom a écrit:
Dernière précision, à l'usure simple du "porté" du bijou, pas forcément en bague où l'usure est forte, comment va se comporter ce poli? Sur l'argent par exemple, l'état de surface dure peu de temps et le brillant est vite remplacé par un satinage ou patinage naturel.
A moins d'attaquer la couche anodique avec un outil dur, rien ne bougera ! Par exemple, avec un bijoux, je ne vois pas bien ce qui peut l'attaquer : La surface anodisée est plus dure que le titane... Je vais te filmer un test de rayure pour que tu te rende compte, ce sera plus parlant ;-)
Jean-Claude
Messages : 45 Date d'inscription : 15/07/2017 Age : 67 Localisation : Sud de la France
Sujet: Re: Aluminium et anodisation de l'aluminium Jeu 7 Mar - 0:00
Bonsoir à tous
DidierV a écrit:
Si vous avez un additif d’anodisation, je vous recommande d’anodiser à une température entre 24 et 25°C, c’est à cette température que vous aurez les meilleurs résultats en coloration.
Comment fais-tu pour maintenir la température constante ? Le courant circulant dans l'électrolyte provoque un échauffement, et j'imagine qu'il ne faut pas interrompre le processus pour éviter de monter en température ?
DidierV
Messages : 37 Date d'inscription : 19/02/2019
Sujet: Re: Aluminium et anodisation de l'aluminium Jeu 7 Mar - 1:12
Jean-Claude a écrit:
Bonsoir à tous
Comment fais-tu pour maintenir la température constante ? Le courant circulant dans l'électrolyte provoque un échauffement, et j'imagine qu'il ne faut pas interrompre le processus pour éviter de monter en température ?
Bonsoir Jean-Claude,
Tu a tout à fait raison : L'anodisation est exothermique !
Il faut considérer le bain d'anodisation comme un récepteur électrique qui chauffe quant on l'alimente.
Ceci dit, cette production de chaleur est dépendante du volume du bain. Nous vendons des kits d'anodisation contenant 8 litres de bain électrolytique. Si dans ce volume de bain tu anodise une pièce comme une bague, cet échauffement sera négligeable. Admettons que tu sois dans une pièce à 19°, tu va démarrer avec un bain à peut prés à cette température et l'échauffement sera de l'ordre du 1/2 degré, donc parfaitement dans les paramètres sans rien faire.
Dans le tutoriel, j'avais disons 2 litres et la T° a augmenté de moins de 1° pour 0,5A, alors dans un bain de 8 litres...
Après, pour de plus grosses pièces, il faut refroidir.
Si c'est le cas, la solution la plus simple (dont est équipé nos kits et qui fut celle de l'industrie pendant très longtemps), c'est de mettre le bain d'anodisation dans un autre bac et de l'eau froide entre les deux.
Mais en bijouterie, je ne crois pas que ce soit utile... Pour les gros bijoux, il est aussi possible de mettre des "glaçons plastique" dans le bain ou, comme dans la vidéo, une source de froid sous le bac... je place la limite à 1A/litre, ce qui pour 8 litres fait 8A et donc 5,3 dm² ! C'est déjà du gros bijoux ;-)
Bref, si on a moins de 0,5A par litre d'électrolyte, c'est très facile de gérer la T° ;-)
Jean-Claude
Messages : 45 Date d'inscription : 15/07/2017 Age : 67 Localisation : Sud de la France
Sujet: Re: Aluminium et anodisation de l'aluminium Jeu 7 Mar - 9:49
Bonjour DidierV
Merci beaucoup pour ta réponse très complète.
DidierV
Messages : 37 Date d'inscription : 19/02/2019
Sujet: Re: Aluminium et anodisation de l'aluminium Jeu 7 Mar - 11:45
Jean-Claude a écrit:
Bonjour DidierV
Merci beaucoup pour ta réponse très complète.
Je t'en prie ;-)
Vous avez été nombreux à me poser des questions sur la bio-compatibilité de l'aluminium anodisé. Je dois avouer que j'avais en tête quelques éléments de réponse, mais ce sujet n'est pas primordial pour un usineur;-)
J'ai donc consacré quelques heures à potasser le sujet.
Bien sur, on oubli les Wiki et autres avis, blogs, forums, peut, pas ou mal sourcé. Je cherche aussi toujours à m'éloigner des publication de fabricants, obligatoirement orientée...
Voici donc un point sur la bio-compatibilité que je pense correctement sourcé !
Déjà, cela m'a permis de trouver des articles sur des blog parlant de bijoux. Problème, je n'en ai vu aucun qui traité le sujet avec sérieux... Les affirmation vont de « Pas de problème, les canettes sont en alu ! » à « Super dangereux, la preuve : les sels d'aluminium dans les déodorants ! »...
Voici ce que dit l'INRS (L'Institut national de recherche et de sécurité pour la prévention des accidents du travail et des maladies professionnelles) dans sa publication a l'intention des médecins du travail (publication TA90 http://www.inrs.fr/dms/inrs/CataloguePapier/DMT/TI-TA-90/ta90.pdf). Je ne vous extrait que les points clefs :
Utilisation « Il est très utilisé dans de nombreux secteurs : » ... « traitement des eaux d’alimentation, chirurgie (implants orthopédiques, céramiques en orthopédie et dentisterie…), cosmétologie (antiperspirant).
Données cliniques « Les cas décrits d’allergie sont rares étant donné sa large utilisation. Il est considéré comme un faible allergène ».
Cas professionnels « Les cas décrits d’allergie professionnelle sont exceptionnels. »
Cas non professionnels « Il s’agit de la dermatite de contact allergique aux déodorants/antiperspirants ou aux médicaments topiques et des granulomes aux sites d’injection lors de désensibilisation ou de vaccination. »... Netterlid et al. ont montré une association entre la présence de nodules sous-cutanés persistants chez les enfants qui étaient traités par désensibilisation. »... Entre avril et décembre 2009, 605 patients sont inclus. Le chlorure d’aluminium est positif chez 0,5 % des patients. Les auteurs concluent que la pertinence de la positivité des tests épicutanés à ces rares métaux sensibilisants n’a souvent pas pu être élucidée. »...
Maintenant, vous vous rappelez que nous parlons d'anodisation...
Alors, qu 'en est-il de la couche anodique ?
Ma source d'info :
« THÈSE DE DOCTORAT DE L’UNIVERSITÉ DE LORRAINE Spécialité : Sciences des Matériaux Ecole Doctorale Energie Mécanique Matériaux (EMMA) Institut Jean Lamour – Département Chimie et Physique des Solides et des Surfaces (CP2S) Présentée par André MARLOT Pour l’obtention du titre de Docteur de l’Université de Lorraine SYNTHESE PAR PULVERISATION CATHODIQUE MAGNETRON ET CARACTERISATION DE REVETEMENTS D’OXYDES BIOCOMPATIBLES POUR APPLICATION AUX IMPLANTS DENTAIRES EN ALLIAGE DE TITANE Soutenue publiquement le 4 décembre 2012 »
Je cite (pages 12 et 13) :
« Les céramiques industrielles entrent dans trois catégories différentes : la première qui représente les oxydes : oxyde d'aluminium » … (l'alumine)... « , oxyde de zirconium. La seconde est la catégorie des non-oxydes : carbures, borures, nitrures, siliciures. Enfin, les céramiques composites qui sont la combinaison des oxydes et des non-oxydes. »
« La bio-inertie étant l’absence de réaction du milieu physiologique, les céramiques bio-inertes sont essentiellement des céramiques à base d’oxydes, de carbures ou de nitrures. L’alumine est la principale céramique bio-inerte. Les carbures et les nitrures de titane en font aussi partie. »
« De par leur caractère de matériau neutre, les céramiques sont donc sans danger pour l'homme. »
« Nous utilisons principalement l'alumine et la zircone dans les têtes de prothèses de hanche, ainsi qu'en odontologie pour les implants. »
« Il faut également retenir que les oxydes des céramiques techniques, sont composés majoritairement d'éléments métalliques et d'oxygène, comme par exemple : l’alumine ou oxyde d’aluminium (Al2O3), le dioxyde de titane (TiO2). Leur inertie chimique et leur biocompatibilité en font des matériaux valables pour les prothèses chirurgicales et dentaires. »
« I.2.4.1 Les céramiques oxydes Nous effectuons une brève description des deux céramiques bio-inertes les plus importantes :
L’alumine est considérée comme parfaitement biocompatible, car qu’elle est chimiquement inerte et isolante électrique. L’aluminium a une bonne résistance à la corrosion. De par sa grande affinité pour l'oxygène, une couche d'alumine recouvre rapidement la surface de l’aluminium lorsqu’il est en contact avec une atmosphère oxydante. Cette couche est parfaitement couvrante et protège le métal sous-jacent. De plus, il est possible d'accroître cette protection par les traitements d'oxydation anodique (anodisation). »
« L’alumine est l’un des composés les plus durs, elle est donc mécaniquement très résistante, inerte, utilisée comme réfractaire (résistant aux fortes températures), abrasive (sous sa forme corindon). Compte tenu de sa masse volumique très faible (3,97 g·cm-3), son coefficient de frottement (0,1-0,4) très bas, son taux d’usure presque nul et son coefficient de résistance à la compression excellent (400 MPa), elle est utilisée pour la réalisation des prothèses de hanche. »
Voila, je pense que nous avons notre réponse :
L’aluminium est-il dangereux dans le cadre de l'utilisation de bijoux ?
Non, sauf dans les cas (rares) : - de personnes spécifiquement sensible à des dérivés de ce matériaux (sel d’aluminium dans des déodorants ou vaccins), - d'expositions extrêmes dans le cadre professionnel.
Il n'a jamais été signalé de cas de réaction à un simple contact avec un morceau d’aluminium.
L'aluminium anodisé est-il dangereux dans le cadre de l'utilisation de bijoux ?
Non, sa haute bio-compatibilité permet d'ailleurs de l'utiliser pour des prothèses.
Donc, je confirme ce que j'ai déjà dit : Aluminum anodisé ou non anodisé : Parfaitement compatible pour des bijoux "portés", Aluminium anodisé : Parfaitement compatible pour des bijoux "porté" ou "implanté" (piercing).
A bientôt ;-)
Doblezeta
Messages : 8652 Date d'inscription : 29/10/2012 Age : 57 Localisation : Au bout du monde
Sujet: Re: Aluminium et anodisation de l'aluminium Jeu 7 Mar - 13:18
Super tous ces détails ! Rien à dire, sauf que t'es un chef !!
Merci pour nous faire part de toute cette panoplie technique, ton tutoriel est très explicite, clair et concis, avec tout ça il n'y à plus qu'a se lancer, je souhaite que ça donne des inspirations à plus d'un…!!
Nanosaure
Messages : 3579 Date d'inscription : 14/08/2010 Age : 44 Localisation : à côté de lyon
Sujet: Re: Aluminium et anodisation de l'aluminium Jeu 7 Mar - 16:37
oui j'avoue que tu fais les choses bien ! Du bon tuto, des références bien sourcées et avec un petit résumé... Tout est clair, limpide, et complet... cela doit être agréable de t'avoir comme interlocuteur dans le boulot et de bosser avec toi...
Nanosaure
Messages : 3579 Date d'inscription : 14/08/2010 Age : 44 Localisation : à côté de lyon
Sujet: Re: Aluminium et anodisation de l'aluminium Jeu 7 Mar - 16:39
petit curiosité, tu fais comment les pièces bicolores, ou dégradées?
DidierV
Messages : 37 Date d'inscription : 19/02/2019
Sujet: Re: Aluminium et anodisation de l'aluminium Jeu 7 Mar - 17:00
Nanosaure a écrit:
petit curiosité, tu fais comment les pièces bicolores, ou dégradées?
Merci pour vos encouragements
Pour les pièces bicolores, il y a plusieurs méthodes, la plus courante est : - Faire la 1ere couleur, - Masquer les parties que l'on veut garder dans cette première couleur avec un vernis à ongle (par exemple...), - Faire un bain d'eau de javel pour détruire les pigments la ou il n'y a pas de vernis à ongle, - Faire la seconde couleur, - Enlever le vernis à ongle avec de l'acétone.
Ensuite colmatage.
Les dégradés se font avec un principe très simple : Comme la saturation de couleur est dépendante du temps d'immersion dans le bain de colorant, il suffit de tremper plus longtemps la partie que l'on veut très saturée que celles qui sera claire.
J'ai des vidéos sur ces techniques sur notre chaîne Youtube, mais je ne les postes pas en publique car il y a le logo de la boite... Ceux que ça intéresse, je peux leurs faire un MP.
Macma
Messages : 5020 Date d'inscription : 10/04/2012 Age : 63 Localisation : Label Blonde
Sujet: Re: Aluminium et anodisation de l'aluminium Jeu 7 Mar - 19:22
Bonjour DidierV,
Très impressionnant de temps et de générosité ! On renoue avec la grande et belle tradition de ce forum !
Merci pour ce gros dossier super intéressant ! J'ai appris une foultitude de choses.
_________________ "Ni dieu, ni maître, même nageur !" - Jean Yanne
Raquel
Messages : 228 Date d'inscription : 18/01/2010 Age : 51 Localisation : bourgogne Yonne
Sujet: Re: Aluminium et anodisation de l'aluminium Mar 17 Sep - 10:37
Bonjour Je m'incruste sur ce sujet, un peu vieux mais super interessant. Et j'aurais une question à poser par rapport à l'écologie, etc. Je supose que la question se pose au niveau des déchets, fin de vie, etc. Je sais que les capsules de cafe sont une catastrophe pour l'écologie, donc... Je me pose la question. Les matériaux conventionnel en bijou-joaillerie se recyclent, presque tous, presque à l'infini. Et un bijou bien fait n'a, presque pas, de fin de vie. Alors, qu'en est-il de l'aluminium? J'ai des doutes, même s'il me parait un matériel hyper interessant, surtout grâce aux couleurs, etc. Si quelqu'un a un avis, je prends... merci raquel
Xilef
Messages : 217 Date d'inscription : 29/09/2012 Age : 37 Localisation : Paris... pour le moment
Sujet: Re: Aluminium et anodisation de l'aluminium Mar 17 Sep - 11:03
Salut, l’aluminium se recycle très très bien. Sa température de fusion est très basse, tu trouveras du YouTube des types qui se font des lingots d’alluminium dans une boîte de conserve en acier, à partir de canettes de coca.. c’est assez étonnant de voir la vitesse à laquelle l’aluminium fond. Si vs tentez l’experience renseignez vous sur la toxicité des gaz, je n’en ai aucune idée. Le plus polluant c’est son extraction et tous les procédés chimico/électrique pour le séparer de sa roche mére. Recyclons !!
DidierV
Messages : 37 Date d'inscription : 19/02/2019
Sujet: Re: Aluminium et anodisation de l'aluminium Ven 20 Sep - 6:20
Bonjour Raquel, bonjour à tous,
Xilef a tout dit ! ;-) je ne ferais qu'un petit rajout concernant l'anodisation : Bien que l'on travaille avec des produits chimique et qu'un produit chimique n'est jamais totalement anodin, le process d'anodisation est considéré comme beaucoup plus écologique que la peinture.
La raison principale en est que les bains sont permanent et servent des centaines de fois.
Leurs élimination se fait à l'égout en respectant une méthode simple :
Si le produit est une base : - On ajoute un acide faible doucement pour obtenir un PH de 7, ce qui va précipiter les polluants - On laisse décanter 24h - On vide à l'égout le liquide restant - on laisse évaporer le dernier cm qui contient les précipitations, - Reste une fine "poussière" (quelques grammes pour un bain de 10 litres...), a récupérer dans un bocal hermétique, - Le bocal plein (il faudra une 20aine d'année pour un amateur...) il suffit de l’amener dans une déchetterie.
Si le produit est un acide : C'est la même chose, mais on utilise une base pour amener le PH à 7.
A bientôt ;-)
Raquel
Messages : 228 Date d'inscription : 18/01/2010 Age : 51 Localisation : bourgogne Yonne
Sujet: Re: Aluminium et anodisation de l'aluminium Ven 20 Sep - 7:45
Bonjour Didier, xilef Super intéressant... Donc, ça veux dire que je peut recycler les capsules à café et faire des bijoux? Çe n'est pas une blague, je culpabilise grave avec le café de mon chéri. Pas moyen de le faire changer, donc... pour les déchets polluants, je ne vous dis pas... Alors, une fois fondu ont fait quoi? On peut laminer et tout ou il faut passer par la technique interdite?? Comment on soude l'aluminium? Etc. Ça me tente sérieusement. Pas tout de suite mais, un jour... peut être...
et Didierv, quand tu parle d'un acide faible, ça serait quel acide?
Bonne journée Raquel
Xilef
Messages : 217 Date d'inscription : 29/09/2012 Age : 37 Localisation : Paris... pour le moment
Sujet: Re: Aluminium et anodisation de l'aluminium Ven 20 Sep - 9:21
Je ne sais pas comment ça se soude mais ça se lamine pas mal. C’est un métal mou et le rivetage fonctionne à merveille
Je trouve que l’idee de faire ses bijou à partir des capsules est une idée intéressante, mais il va en valoir pas mal ^^ . Tu auras peut-être plus vite fait d’en faire qqch sans les faire fondre (écrasé laminé découpé ça peu faire un patchwork métallique intéressant d’autant plus qu’elles sont déjà teinté.. j’aj hâte de voir ce que tu pourras en tirer.
Raquel
Messages : 228 Date d'inscription : 18/01/2010 Age : 51 Localisation : bourgogne Yonne
Sujet: Re: Aluminium et anodisation de l'aluminium Ven 20 Sep - 10:03
Re Bonjour xilef Il y en a qui font des bijoux avec les capsules tels quels, avec plus ou moins de succès. Mais cela reste très fantaisie. Les limites sont trop nombreux. Le metal est trop fin. J'ai parlais De quelque chose plus élaboré, je ne sais pas, metal plus épais, plus grand surface. J'imagine qu'avec des rivets, de la ciselure et la scie, on peut déjà faire des choses intéressantes. Je ne sais pas, à réfléchir... Et pour la quantité, c'est justement le problème. A cinq cafés par jours au minimum, cela fait des capsules!!! Au moins, le café qui reste est bon pour le jardin, c'est déjà ça...
Maxime
Messages : 1377 Date d'inscription : 22/04/2010 Age : 34 Localisation : Quimper
Sujet: Re: Aluminium et anodisation de l'aluminium Ven 20 Sep - 10:37
malheureusement il n'y a pas de miracle pour la soudure de l'alu ...
si je comprend bien il faut une electrode et un flux d'argon , mais c'est sans compter sur la mollesse de l'ensemble quand tu atteins une temperature..
peut être braser mais au vu de la temperature de fusion je doute de la bio compatibilité des alliages des brasures ( étain, plomb ) et de l'efficacité des flux sur l'aluminium...
Pour moi il vaux mieux assembler par rivetage , vissage ou autre que par soudure ou brasure . comme ca tu peux travailler sur du metal écroui et plus raide que de l'alu fondu qui est très mou (bien qu'il y ai des nuance différente d'alu.
peut etre quelques resultat au laser ou au puk si vous etes equipé d'une buse avec gaz neutre ? Didier nous en diras surement plus sur les solution qui sont adoptés en industrie.
merci en tout cas a toi Didier pour ton travail si clairement exposé.
Maxime
Rascar Capac
Messages : 3324 Date d'inscription : 14/01/2018 Localisation : Namur
Sujet: Re: Aluminium et anodisation de l'aluminium Ven 20 Sep - 10:43
Citation :
A cinq cafés par jours au minimum, cela fait des capsules!!!
Tu aurais plus d'intérêt à investir dans une véritable machine à expresso à l'italienne. Un café (vraiment) sans comparaison et zéro déchets polluants. Grand amateur de café, je ne pourrais plus m'en passer...
Raquel
Messages : 228 Date d'inscription : 18/01/2010 Age : 51 Localisation : bourgogne Yonne
Sujet: Re: Aluminium et anodisation de l'aluminium Ven 20 Sep - 11:31
Merci rascar Tu as complètement raison... Merci Maxime... c'est vrai qu j'aime beaucoup le rivetage... a voir....
DidierV
Messages : 37 Date d'inscription : 19/02/2019
Sujet: Re: Aluminium et anodisation de l'aluminium Ven 20 Sep - 19:18
Alors,
Faire des lingots avec des chute d'alu, c'est faisable par un amateur, mais attention ! Ça peut être dangereux a cause de risque de dégazage. Tu trouvera facilement des forums qui traite du sujet. Certains de mes clients fondent leurs chutes, les ré-usine et anodise... Pour la soudure, pleins de solutions : Au TIG sous ambiance gazeuse, à la flamme avec des flux dédié, au laser,... Mais l'aluminium demande toujours un savoir faire et de l'expérience pour être bien et joliment soudé ! Je suis d'accord avec les avis ci-dessus, surtout pour des bijoux... Un formage par repoussage pourra donner à mon avis de très bons résultats ! Je ne "sens" pas du tous de la soudure alu sur de la bijouterie... Mais je suis ici avec des artistes, nous, pauvres industriels, avons des considérations plus mécanique... C'est peut être une hérésie (!), mais le collage de l'alu est excellent avec les bons produits...
Juste une petite réflexion : restons sur l'écologie... Est-il vraiment écologique de recycler par fusion sois-même ses déchets d'alu ? Je ne suis pas sur du tous Que ce soit une activité passionnante, je n'en doute pas, mais justifiable écologiquement ? Je ne sais pas.
Contenu sponsorisé
Sujet: Re: Aluminium et anodisation de l'aluminium