 | Bijoux à la cheville
Forum d'échanges et de partages UNIQUEMENT consacré à la fabrication de bijoux faits entièrement à la main sans aucun moulage. Les apprentis, les artisans et les amoureux sont les bienvenues. Vous y inscrire vous obligera au respect de cet objectif.
|
........................................................Vous aimez la bijouterie-joaillerie faite entièrement à la main sans aucun moulage !!!!!!!!!.........Alors vous êtes ici sur le bon forum. Un forum de milliers de passionnés, heureux de partager leurs expériences, depuis plus de treize années déjà. Au plaisir de vous lire. Très belle journée à toutes et à tous............. |
| | | Tutoriel détaillé pour débutants: trucs et astuces des joncs sans soudure. |  |
|
+21TimTamTom misere kokoko Irdonor Nanosaure Miek Brantovskii Doblezeta agoineau murrhine gilaub Phil de fer zora Eddy Seb 06 PascalV Fildefer Philippo Macma Guy Audette krystel Admin 25 participants | |
| Auteur | Message |
|---|
Invité
Invité
| | Sujet: Tutoriel détaillé pour débutants: trucs et astuces des joncs sans soudure. Sam Sep 15, 2012 6:59 pm | |
|  Bonjour à tous, Voici un tutoriel (un peu long) sur la fabrication d'un jonc sans soudure. Beaucoup connaissent les grands principes et les grandes étapes, rien ne change ici, seulement des explications plus poussées sur les successions de points d'ombres qui peuvent survenir entre ces étapes. C'est souvent lors de ces étapes intermédiaires que se produisent des erreurs infimes (ou non) qui nuisent au rendu final de la pièce. Le débutant (comme moi) comprends facilement les grandes lignes mais se retrouve tout perdu sans trouver d'explication aux problèmes et incompréhension entre chaque " Grandes marches ". J'espère que ce qui suit vous rendra les choses plus claires, Bonne soirée, Soyez libre et heureux à la cheville.... en haute qualité  Nella. 1- Principe du jonc sans soudure :Une rondelle découpée dans une plaque d’argent sera déformée par le centre pour devenir cylindrique et sera ensuite limée selon le profil désiré (bonheur, fidélis, demi jonc et bien d'autre.) 2- Calcul et tracé de la rondelle.Formule pour une rondelle (ext/int) Diamètre bergeon + largeur anneau désirée = diam extérieur Diam ext - 2 x largeur = diam intérieur Partons sur un jonc taille 50 (5 1/4 US) 6 mm d’épaisseur. 15.92 +6 =21.92 21.92 - 2x 6 = 9.92 La rondelle idéale sera de 22 extérieur, 10 intérieur. Celle qui suit à été tracée à 24/11. (rayon 12/5.5)  Je fais volontairement le choix d'une rondelle plus grande pour une raison très simple qui permet de contrôler plus facilement à la lime la largeur et de conserver facilement une épaisseur de jonc acceptable, car lorsque la rondelle est déformée par le centre , le métal étiré perd donc un peu en épaisseur... 3-Découpe de la rondelleSeule importance, découper à la 3/0 de manière la plus régulière possible sinon vous ferez face à des ennuis lors de la déformation, si besoin rectifier à la lime avec pour guide un chanfrein avant de limer à plat. N'hésitez pas à mettre un poil de cire d'abeille sur le dos de la lame, car un plané à 20/10 mm peut se révéler un peu ardu parfois Commencez par l'intérieur en perçant au préalable un petit trou au foret, c'est plus facile à tenir.   4-Déformation par le centre. 4-Déformation par le centre.Veillez à choisir une bouterolle pas trop grosse, le but est de pousser au centre, non de faire un bel arrondi pour un pendentif. Le tout est d'exploiter au maximum les trous du dès pour obtenir le plus grand diamètre d'ouverture possible. Le choix du premier trou est simple, celui ou la rondelle à plat s'approche le plus du diamètre du trou sans pour autant débordé sur la surface ( attention aux rayures qui s'en suivraient.) Sur la photo on peut constater que c'est " limite limite ". 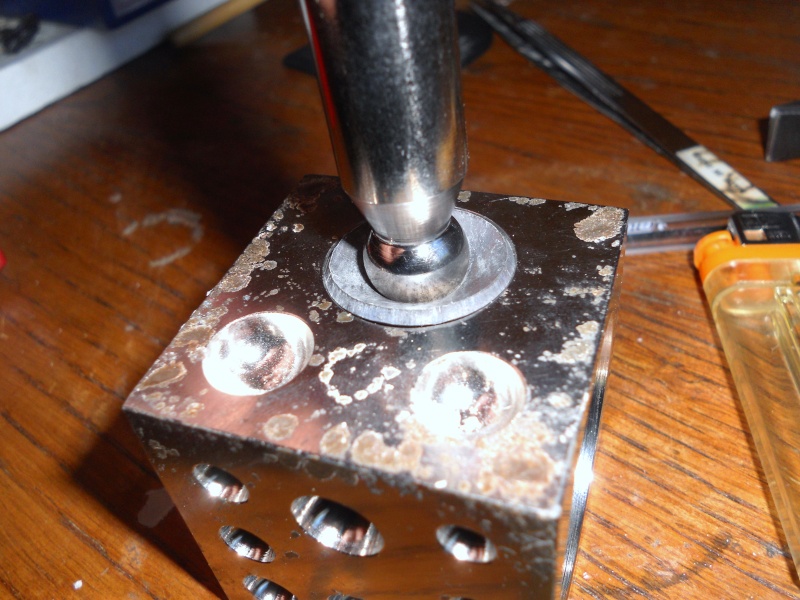 Attention, recuire souvent au rouge sombre pour supprimer les tensions et ne pas craqué le jonc. Attention, recuire souvent au rouge sombre pour supprimer les tensions et ne pas craqué le jonc. Si vous avez exploité au max les possibilités du dé et que le cylindre ne rentre toujours pas dans la machine à bague, vous pouvez forcer un peu avec le triboulet en tapant de manière douce et régulière sur la tranche de ce " petit coté " en vous servant du triboulet comme guide, tout en maintenant l' anneau avec vos doigts. Ici on ne "martèle" pas , on "pousse" . Voici l'idée :  Une fois que ce petit coté (ancien centre de la rondelle) à été suffisamment étiré pour obtenir un cylindre quasiment droit ( exemple je me suis arrêté à la taille 49 de ce coté pour un objectif de 50) il y a une petite astuce à utiliser pour conserver une épaisseur maximum à cette tranche . Ça mérite bien une autre section : 5- On rétrécit ?Il serait possible pour augmenter l'épaisseur finale de l' anneau une fois limé de tout simplement augmenter l'épaisseur de départ... Mais on peut arriver au même résultat, en augmentant seulement le diamètre extérieur de la rondelle pour un même épaisseur de départ. Il faudra alors obligatoirement diminuer le gros côte ce qui automatiquement aura permis de moins étirer la circonférence du centre de cette rondelle. Dans ce cas, on devra diminuer ce gros côté dans le bas de la machine à agrandir pour retrouver la bonne grandeur de doigt et se retrouver avec une épaisseur au centre de l' anneau plus grande que si on avait découpé ;la rondelle uniquement suivant le calcul classique de départ. Une rondelle un peu plus grande que ne le vaudrait la théorie, à condition de pouvoir compresser son gros côté ( machine à agrandir, dé à emboutir, ou trou cônique en acier ) avec un même plané permettra donc de produire un anneau un peu plus épais Voici ces deux tranches en image après cette étape :   Après cela il est conseillé de recuire avant d'obtenir la taille désirée à la machine a bague. 6-Limer parallèle.Voilà votre petite rondelle est terminé  , il faut commencer le travail de lime, qui reste le plus gros du boulot quoi qu'on puisse se dire, mais à mon sens celui le plus agréable . Il mérite cependant de bien suivre un certains nombres de petites étapes à conduire de manière précise. Il faut commencer par limer à plat le gros coté avec une lime un peu grosse et de rendre propre la tranche avec de l’émeri 280. L'astuce ici est de ne pas limer à plat jusque dans le haut de cette tranche. Le faire reviendrait à rogner une trop grande largeur au niveau de ce gros coté , ce qui demanderait de peu limer le petit coté pour arrivé à l'objectif fixé (6 mm) En consacrant les coups de lime sur le petit coté, on supprime un maximum de métal sur celui ci ce qui à pour conséquence de faire reculer ce coté et donc d'augmenter son épaisseur en se rapprochant d'une partie de l’ anneau moins étirée. Voici le plat du gros coté , on peut voir qu'il reste des défauts de scie dans le haut de la tranche, preuve du plat limé partiellement. Ces défauts partirons naturellement lors des étapes suivantes.  Maintenant il faut considérer pour continuer de limer le jonc parallèle que ce gros coté est parfait et ne plus y retouché jusqu'a obtenir la largeur prévue en travaillant exclusivement sur le coté qui à été étiré. Limer plat le petit coté jusque dans le haut de la tranche cette fois ci sans chercher à enlever en excès de la matière , et mesurer au pied à coulisse l'épaisseur pour avoir une idée du travail à fournir.  6.91 mm de largeur, l'objectif est à 6, y'as du boulot alors on sors l’artillerie lourde !!   Objectif atteint au centième de millimètre, je considère que c'est acceptable.  7-L'intérieur . 7-L'intérieur .Voila vous pouvez constater que le travail précédent a laissé des bavures à l'intérieur, c'est donc l'occasion de l’émeriser à plat pour les supprimer et par la même occasion contrôler le plat de l'intérieur du corps de bague et de se débarrasser des taches de feu.  Je considère qu'il suffit d'appuyer un peu fort à plat avec un grain 280 puis avec un grain 600 et de laisser la surface tel quel jusqu'au polissage final.  8- Limer à plat le dessus de l'anneau. 8- Limer à plat le dessus de l'anneau.Malgré cette procédure il reste une différence d’épaisseur qui vous donne un anneau tout de travers sur le dessus, il faut donc rectifier cela. Première étape se donner un repère visuel en réalisant un chanfrein sur le coté le plus épais qui correspond à l’œil au coté le plus fin.  Limer à plat en tenant l' anneau dans un étau ou dans vos doigts (je préfère la seconde option pour limer à plat, plus de sensation) Soyez précis et émerisez un peu fort au grain 600. N’hésitez pas a toucher votre anneau, a regarder le chemin de la lumière sur les surfaces, faites appelle à votre sensualité pour "vivre" les surfaces. 9-Différents profils à limer, place aux idées...Maintenant, votre base est bien nette, prête a recevoir les coup de lime qui lui donneront son style final, pour le plaisir voici la présentation d'un modèle que j'ai nommé "Victoire". Tracer les repères au compas, ici deux traits à l'extérieur et deux traits rapproché pour le centre de l' anneau, le centre étant entre ces deux traits:  Limer les tranches comme pour un fidélis, une grosse lime puis tout de suite une lime aiguille grain 6, une fois nettes, elles ne seront pas retouchées jusqu'au polissage  Un trait de scie d'un peu moins la profondeur de la lame au centre des deux traits donnera un guide pour la suite :   Ouvrir cette ligne avec une la tranche d'une lime carrée .  Limer avec le coté bombé de votre feuille de sauge grain 4, en force puis en douceur pour rendre les surfaces nettes et propres. Casser les angles à l'intérieur du corps de bague, passer une lime triangle grain 6 sur les angles vifs du haut.  10-Questions de polissage 10-Questions de polissage C'est un sujet qui revient souvent, grain d’émeri, truc de marabout pâte et mixtures diverses. Je ne résiste pas au plaisir de vous expliquer qu'à mon sens quand toutes les étapes de travail sont conduites de manières propres et soignée, contrôlée jusqu'au bout il n'y a aucuns défauts a rattraper à gros coup d’émeri, Vous avez constaté dans ce tutoriel que je ne suis allez qu'au grain 600 et que pour le dessus je me suis arrêté brut de lime. Un polissage efficace à la cheville avec un disque de feutre en biais et de la lustre bar en croisant les traits . Puis un avivage rapide sur le moteur à polir suffit à obtenir le résultat si après.   Le gros plan qui ne pardonne pas :  Poids final 4.4grammes, temps de travail facturé 2hrs40. Prix : 115€  Bon travail à tous |
| | | | Admin
Admin

Messages : 34880
Date d'inscription : 05/08/2009
Age : 70
Localisation : Québec Canada Voie Lactée Laniakea
| | Sujet: Re: Tutoriel détaillé pour débutants: trucs et astuces des joncs sans soudure. Sam Sep 15, 2012 7:34 pm | |
| Bonjour Nella, Fantastique tuto......et tu n'as même pas un an de métier  ....alors chapeau Antonella ...chapeau et encore chapeau On sent en toi une grande force et une passion à toutes épreuves pour ce métier. Magnifique soirée et super dimanche . Michel Zim 
_________________
Tout ce qui vaut la peine d'être fait, vaut la peine d'être bien fait.
|
| | | | krystel
Messages : 497
Date d'inscription : 03/11/2011
Age : 53
Localisation : Dans les montagnes...
| | Sujet: Re: Tutoriel détaillé pour débutants: trucs et astuces des joncs sans soudure. Sam Sep 15, 2012 8:19 pm | |
| Michel sors de ce corps !!  Ok je sors... Ok je sors...Mille merci Nella de penser à nous pauvres autodidactes débutants ( ça fait beaucoup !!)  J'ai presque tout compris...je me perds à quelques étapes...mais bon il faut tenter l'aventure ! !! En tout cas merci pour avoir pris le temps de tout expliquer en détail...ça donne vraiment envie de se faire un tel anneau !! |
| | | | Guy Audette

Messages : 1952
Date d'inscription : 10/05/2012
Age : 24
Localisation : Ville de Québec
| | Sujet: Re: Tutoriel détaillé pour débutants: trucs et astuces des joncs sans soudure. Sam Sep 15, 2012 10:23 pm | |
| Bonjour Nella, Merci, c'est une belle démonstration, bien détaillée. Bien que je ne le fais pas de cette manière, il y a plein de trucs vraiment intéressants dont la formule mathématique que je mettrai à l'essai très bientôt. Pour une blonde... de l'est, c'est quand même étonnant non? Guy 
Dernière édition par Guy Audette le Sam Sep 15, 2012 10:39 pm, édité 2 fois |
| | | | Guy Audette
Messages : 1952
Date d'inscription : 10/05/2012
Age : 24
Localisation : Ville de Québec
| | Sujet: Re: Tutoriel détaillé pour débutants: trucs et astuces des joncs sans soudure. Sam Sep 15, 2012 10:26 pm | |
| Rebonjour Nella, Je vois que ton marteau est en train de perdre la tête. J'écris un post dans la bonne rubrique concernant ce sujet. Guy |
| | | | Macma

Messages : 5020
Date d'inscription : 10/04/2012
Age : 63
Localisation : Label Blonde
| | Sujet: Re: Tutoriel détaillé pour débutants: trucs et astuces des joncs sans soudure. Dim Sep 16, 2012 8:45 am | |
| Bonjour Nella, Épatant ce tuto !!! Alors là, c'est du "pas à pas" "step by step". Tout y est parfaitement détaillé, expliqué avec des photos vraiment explicites. Tu as vraiment compris la réaction du métal et la façon de le maîtriser, d'en faire ce que tu veux. Bravo et encore bravo !!! Amicalement, didier P.S. Du même avis que toi concernant la tenue de l' anneau avec les doigts plutôt qu'avec un étau à main. Même si ça chauffe un peu. RE P.S. Ce sont des projections d'acide sur ton dé ?
_________________
"Ni dieu, ni maître, même nageur !" - Jean Yanne
|
| | | | Philippo

Messages : 802
Date d'inscription : 25/09/2011
Age : 64
Localisation : corse
| | Sujet: Re: Tutoriel détaillé pour débutants: trucs et astuces des joncs sans soudure. Dim Sep 16, 2012 9:34 am | |
| bonjour a tous
Hourra ! hourra ! super tuto ! merçi nella......
Ca fait du bien de se replomger dans la bonne methode !
Je suis de l avis de krystel , pour nous autres autodidacts ces tutos nous sont
d un grand secours pour faire des revisions et progrésser sans cesse....
et quel plaisir de voir les compagnes et les compagnons autodidact de la cheville
nous donner le bon exemple a leur tour.......
les leçons et les conseils des pros portent leur fruits
c est tres motivant
merci encore nella
a bientot
r
_________________
Philippe
" Fais ce que tu fais ! "
|
| | | | Fildefer

Messages : 1073
Date d'inscription : 11/03/2011
Age : 58
Localisation : Fecamp / seine maritime
| | Sujet: Re: Tutoriel détaillé pour débutants: trucs et astuces des joncs sans soudure. Dim Sep 16, 2012 12:06 pm | |
| Coucou Nella Epatant ce tuto, précis, net, on retrouve toutes les étapes, et les zones d'ombres qui se présentent à l'autodidacte prennent une bonne dose d'éclairage !! Merci de nous faire partager ton expérience, on ressent bien tout l'amour que tu mets dans ton travail ! chapeau ! _________________ Christophe Fildefer / Fécamp  Qu'on me donne six lignes écrites de la main du plus honnête homme, j'y trouverai de quoi le faire pendre - Richelieu (et facebook n'existait pas encore ) |
| | | | Invité
Invité
| | Sujet: Re: Tutoriel détaillé pour débutants: trucs et astuces des joncs sans soudure. Dim Sep 16, 2012 1:07 pm | |
| Coucou tout le monde !! Comment vas le dimanche ? Je suis super ravie que ce tuto vous plaisent, ça a été un peu long à faire Michel, Fil, en effet une grande passion me motive, Tous les aspects de ce métier sont merveilleux c'est donc plutôt facile de trouver de l'énergie. Krystel, je t'en prie dit moi ce qui reste flou, ça va me permettre de réfléchir encore et de préciser ce qui te pose problème (j'espère) Philippo, je suis très touché par ton message, les autodidactes que nous sommes avons obligation de travailler de la meilleure manière possible et de surtout beaucoup donner pour les autres compagnons de route. Si l'on veut casser les castes existantes et l'obscurantisme dans tout métier qui soit, nous devons faire preuve d'un grand sérieux dans le travail, même dans les pièces les plus modestes, afin de ne rougir devant personne. Je rêve souvent avant de m'endormir de pouvoir produire dans quelques années des pièces complexes d'une grande qualité et de penser intérieurement " je vous emmerde j'ai même pas de CAP  " Commençons par ne pas nous donner de limites et avec effort on sera des bijoutiers de talent et on apportera notre contribution au renouveau d'une profession qui cède un peu trop au chant du capitalisme et de la basse qualité !! Ce qui me ferait très plaisir en fait c'est que vous présentiez bientôt sur le forum un beau jonc sans soudure Macma, je ne sais pas si j'ai tout compris du métal ( à mon avis c'est non ) mais au moins je peux dire que sur ce type de pièce je n'ai plus peur de grand chose, je ne sais pas si c'est la meilleure façon de se former mais je me concentre pour réaliser parfaitement des pièces simples, je jouerai à l'artiste plus tard, la création n'est rien sans technique solide. (Et surtout cacher son manque de qualité de travail dans un "froufroutage" de création artistique improbable, c'est affreusement dans le système actuel et ça me pue au nez !!) En plus les pièces simples ne pardonne pas d'erreurs car elles sont horriblement visibles, ce n'est pas une mauvaise chose  , je m'imagine que le métal à une personnalité propre et qu'il me dit " T'es trop mauvaise pour me dompter, travaille mieux que ça " Guy, tu vas pas te mettre à faire de l'humour comme Macma, pas toi je t'en prie Allez zou bonne journée à tous PS: Didier je crois que ça date d'un moment ces trucs sur le dès, je crois que c'est du borax qui s'était renversé, ou alors quand mon bocal de déroché à péter sous la flamme... je ne sais plus trop, faudrait que je nettoie tout ça |
| | | | Admin
Admin
Messages : 34880
Date d'inscription : 05/08/2009
Age : 70
Localisation : Québec Canada Voie Lactée Laniakea
| | Sujet: Re: Tutoriel détaillé pour débutants: trucs et astuces des joncs sans soudure. Dim Sep 16, 2012 5:09 pm | |
| Bonjour Nella, Le dimanche va bien...comme à l'habitude avec les mêmes horaires.....ce soir je finirai une nouvelle bague topaze bleue cabochon 11 mm X 9 mm serti clos...un nouveau modèle que je crois intéressant,......j'ai fait des tas de photos , je mettrai tout cela sur le forum dans la journée de lundi. Je viens de lire tes propos...tu as tout compris de ce métier et de tous les métiers. C'est vraiment ainsi que les choses changeront....plus de techniques, plus d'indépendance, plus de liberté, plus de générosité...là est le sens profond de '' la politique '' au sens premier de son usage aux temps anciens. Je te souhaite une belle fin de dimanche...du repos....de la bonne bouffe...et du bon vin...  Michel Zim
_________________
Tout ce qui vaut la peine d'être fait, vaut la peine d'être bien fait.
|
| | | | Invité
Invité
| | Sujet: Re: Tutoriel détaillé pour débutants: trucs et astuces des joncs sans soudure. Dim Sep 16, 2012 6:43 pm | |
| Cher Michel, Le dimanche à été plutôt : main dans la crème a récurer, gros balai brosse, déplacage de meuble en tout genre, foutage de merdouille dans le coffre du Kangoo ... Moins chic mais enfin une véranda et un garage qui ne ressemble plus à la cour des Miracles.... tu as tout compris de ce métier et de tous les métiersJe sais...je sais... en plus d'avoir un physique exceptionnel (blonde of course) j'ai aussi un gros QI Ok je sors.... |
| | | | PascalV

Messages : 998
Date d'inscription : 14/03/2012
Age : 57
Localisation : Côte d'Opale
| | Sujet: Re: Tutoriel détaillé pour débutants: trucs et astuces des joncs sans soudure. Lun Sep 17, 2012 1:09 pm | |
| Bonjour à tous, MERCI Nella pour ce magnifique tuto super bien détaillé. J'avais pas pensé à ton astuce pour ne pas perdre trop d'épaisseur c'est à dire de travailler plus sur le petit coté, question de QI certainement...  J ai deja réalisé un anneau sans soudure et après l'étape du dé à emboutir, étant donné que je n'ai pas d'agrandisseur de bague, je me suis aidé d'un petit étau et enfilant l' anneau sur un triboulet, j'ai tapé sur la poignee du triboulet pour pousser... Faudra investir dans la machine à agrandir... En tout cas au prochain anneau je ne manquerai pas de suivre pas à pas ce tuto. Encore merci et bonne journée Bien amicalement Pascal. |
| | | | Invité
Invité
| | Sujet: Re: Tutoriel détaillé pour débutants: trucs et astuces des joncs sans soudure. Lun Sep 17, 2012 1:48 pm | |
| Bonjour Pascal, On peut trouver ces machines au alentour des 200€ neuve, deux joncs vendus et c'est amorti, pas mal non? ta technique du triboulet marche bien aussi , je le fais assez souvent avec une rondelle d'acier du diamètre de la rondelle entre l’étau et le triboulet, un peu de cire d'abeille et le tour est joué. Faut quand même se méfier de pas coincer la rondelle dans le triboulet, ca c'est plus chiant J'espère voir ce futur jonc sur le forum !!! Bonne journée |
| | | | Seb 06

Messages : 139
Date d'inscription : 28/04/2012
Age : 47
Localisation : Nice
| | Sujet: Re: Tutoriel détaillé pour débutants: trucs et astuces des joncs sans soudure. Lun Sep 17, 2012 2:37 pm | |
| Un grand merci et bravo pour ce tuto.... Nella....championne du monde...la vérité .... C'est super gentil a toi de prendre tout ce temps pour le bonheur de ce beau forum. Je suis super impressionné ,depuis que je te lis, de ta vitesse de progression ,comme quoi quant on aime ...... Encore merci Seb |
| | | | Invité
Invité
| | Sujet: Re: Tutoriel détaillé pour débutants: trucs et astuces des joncs sans soudure. Lun Sep 17, 2012 3:06 pm | |
| Hé oui la passion c'est le secret j'ai déjà bien assez perdu de temps dans ma vie, alors je fonce !!! Mon plus beau cadeau ça serait que ça vous motive aussi, je compte sur vous, sinon je fais un scandale, c'est super long de pondre un truc comme ça, quasi autant que de faire la bague Alors à la cheville les apprentis, Je ramasse les joncs dans deux jours (Pression...Pression... ) |
| | | | Macma
Messages : 5020
Date d'inscription : 10/04/2012
Age : 63
Localisation : Label Blonde
| | Sujet: Re: Tutoriel détaillé pour débutants: trucs et astuces des joncs sans soudure. Lun Sep 17, 2012 8:20 pm | |
| Bonsoir Nella , Ben oui, moi j'veux bien une pression... servie par un gros QI en plus, ce serait le top... (Ça y est, ça dérape encore !!!) Amicalement, didier
_________________
"Ni dieu, ni maître, même nageur !" - Jean Yanne
|
| | | | Admin
Admin
Messages : 34880
Date d'inscription : 05/08/2009
Age : 70
Localisation : Québec Canada Voie Lactée Laniakea
| | Sujet: Re: Tutoriel détaillé pour débutants: trucs et astuces des joncs sans soudure. Lun Sep 17, 2012 8:35 pm | |
|
_________________
Tout ce qui vaut la peine d'être fait, vaut la peine d'être bien fait.
|
| | | | Eddy

Messages : 7055
Date d'inscription : 14/09/2009
Age : 67
Localisation : Tahiti ,Océan Pacifique ...Plouf ! J'suis là ,en plein milieu de nulle part .
| | Sujet: Re trucs et astuces des joncs sans soudure. Lun Sep 17, 2012 8:46 pm | |
| L'est pas humaine cett' nana là ....j'vous'l'dit !
On retrouve sa trace vers l'an huit cent ...à l'époque elle se faisait appeler la sorcière noire ! Tous les habitants des hauts plateau du centre de la Gaule la connaissaient et la craignait ,on dit même que quelques seigneurs des villages alentour lui devaient leurs couronnes .... magie noire ,magie blanche ,un peu d'alchimie ,bave de crapaud et entrailles de corbeaux ,griffes d'ours et dent de loup ...tout était bon pour son commerce ....de pierre philosophale il n'en était encore point question ,et pourtant ce n'est pas faute de'avoir tenté de changer le plomb en or ...chose qu'elle fera plus tard ,en transformant sa sueur en argent .....
Quant on se rendit compte qu'elle avait traversé les ages sans vieillir...(elle paraissait toujours ses 25 ans ) ,les villageois se liguèrent contre elle et firent venir un puissant sorcier pour la détruire ....hélas ses pouvoirs furent impuissant pour l'éliminer ,mais elle compris que dès lors il lui faudrait vivre plus simplement si elle voulait perdurer .......
Et c'est ce qu'il advint ,elle disparue de la contrée ,ou du moins l'on n'entendit plus parler d'elle ...oh de temps en temps au fil des centaines d'années l'on racontait l'histoire de telle dame ou telle demoiselle ,ou une histoire de sorcellerie faisait jour ,mais jamais l'on ne la reconnue ...
Et c'est comme cela que l'on retrouve sa trace au vingtième siècle ,oh avec les années elle a su se bien cacher aux yeux des simples mortels que nous sommes ...mais si d'aventure vous croisez un femme pour qui tout parait facile ,d'une intelligence rare ,d'une facilité d'élocution ,à la langue acérée et aux réparties cinglantes ne vous y trompez pas ........oh avec le temps ces pouvoirs se sont émoussés et il ne lui est nul besoin de puiser dans ses grimoires pour asseoir son pouvoir ... l'érudition dont elle se prévaut lui suffit ...
Je crois savoir que certains ont rencontré une égérie faisant des miracles en orfèvrerie ou bijouterie ,un vieil enchanteur perdu dans les contrées sauvages du nouveau monde l'aurait prit sous son aile ,pour lui apprendre à subsister de son travail sans se servir d'enchantements ,de ses mains comme une simple mortelle ,de se fondre dans la masse ,dans le creuset de la vie ,passer inaperçue ,ce qui est difficile pour elle tant d'esprit fort elle est férue ,mais bon elle est douée en tout et les travaux manuels ne sont pour elle que jeux d'enfants ...elle en donne la preuve ,élève attentive s'il en ait ! Il suffit pour s'en convaincre de voir le métal se plier à sa volonté .
Si vous rencontrer un petit bout de femme ,agréable à regarder ,mais pas une grande beauté ténébreuse ,ailes de corbeau de ses cheveux est la couleur ,mais il parait qu'en elle la blondeur persiste ,assez belle mais point trop n'en faut pour vivre heureuse vivons cachée (le clou qui dépasse attire le marteau ,Mao Tsé Tung !)
Ne fuyez pas son regard ,ne faites aucunes allusions à son passé trouble ,je prends un risque énorme en vous avertissant ,soyez naturel ne la flatté point de trop elle ne supporte pas les fats et les obséquieux ,gardez vous de la vexer ,les foudres de l'enfer vous rôtiraient sur place ....
Non : soyez reconnaissant si son regard de braise vous touche ,si de ses lèvres sortent une parole d'encouragement ...;elle sait tout ,elle connait tout ,elle est là ,était là et sera là encore et encore quant vous n'y serez plus .....
Elle a tellement changé de nom au fil des ages que tout le monde depuis quant il la croise s'agenouille et l'appelle Nella ....celle qui est !
Je sais que mon temps m'est compté pour vous avoir dévoilé son secret ,que si elle le veut elle pourrait appeler sur ma tête les pires maux ,je compte sur sa magnanimité pour que je puisse voir grandir mes petits enfants ,(j'en ai point encore mais bon faut jurer de rien ,hein !
PS :Bon le vieil ours à encore frappé ,mais j'en ai marre de te voir réussir avec de la constance là ou moi je rame ,avec endurance ... tu es douée il est vrai ,et puis ton jeune age te donne toutes les audaces ..... qui disait déjà ...<< je suis jeune ,il est vrai ,mais aux âmes bien nées la valeur n'attend pas le nombre des années ,et pour un coup d'épée je rends un coup de maître >> tell pourrait être ton signet !
Cit ,Le Cid de Corneille !
_________________
Eddy Des îles
Des tigres de papier !
|
| | | | Admin
Admin
Messages : 34880
Date d'inscription : 05/08/2009
Age : 70
Localisation : Québec Canada Voie Lactée Laniakea
| | Sujet: Re: Tutoriel détaillé pour débutants: trucs et astuces des joncs sans soudure. Lun Sep 17, 2012 9:18 pm | |
| Bonjour Eddy, Ha...moi.. j'en ai déjà deux des petits enfants ...je serai donc comme toi, plein de respect et de belles attentions pour Nella....... sans avoir par contre le riche style de ta prose.....qui me séduit totalement Eddy. Une chose est certaine ton discours est un éloge aux méritants efforts de Nella ......et ça cela lui fera grandement plaisir. J'ai hâte de lire sa réponse. car comme toi elle répondra bientôt c'est sûr. Belle journée à toutes et à tous. Michel Zim
_________________
Tout ce qui vaut la peine d'être fait, vaut la peine d'être bien fait.
|
| | | | zora
Messages : 98
Date d'inscription : 28/03/2012
| | Sujet: Re: Tutoriel détaillé pour débutants: trucs et astuces des joncs sans soudure. Mar Sep 18, 2012 11:48 am | |
| Bonjour Nella,
Merci pour toutes ces explications et photos très utiles pour les débutants . Petite question: est-ce-que la machine à bague (je n'en pas encore) est indispensable pour faire un jonc sans soudure ou peut-on utiliser d'autres techniques ?
Je ne maîtrise pas encore les calculs à partir d'un plané, par exemple pour les bagues ou les sertis avec des pierres en forme rectangles, ovales, coussins, triangle .... est-ce-que quelqu'un pourrait donner les formules.
Merci à tous pour votre génerosité
Zora |
| | | | Invité
Invité
| | Sujet: Re: Tutoriel détaillé pour débutants: trucs et astuces des joncs sans soudure. Mar Sep 18, 2012 7:41 pm | |
| Bonsoir à tous  Hé bien... Commençons par le coté professionnel, Zora, la machine à bague est recommandé pour utiliser cette astuce de la rondelle plus grande, un dès a emboutir ou un trou conique en acier ferai aussi l'affaire. En dehors de ça, tu peux aussi faire des joncs sans soudure avec un triboulet, mais il parait que ça demande un peu d'expérience , je n'ai jamais essayer, peut être quelqu'un pourra te répondre. Eddy...Eddy....Eddy...Mais quoi...;que.....;What  Si j’étais honnête je te dirais bien que j'ai eu les yeux un peu humides en plus des crampes provoqué par le sourire...mais je vais pas le dire hein... Pour te rendre honneur je ne peux que bien platement te dire "merci" ... Sache que ce qu'humainement tu viens de me donner est le plus beau des salaires. Tu as raison je vais changer mon signet, pourquoi n'y ai je pas penser moi qui adore le Cid. Je t'embrasse mon cher ami, et de l'audace je n'en manquerai pas, surtout si ça me permet de te lire de cette manière Bises à tous, ce soir je vais m’écrouler de fatigue, une journée de fou.... |
| | | | PascalV
Messages : 998
Date d'inscription : 14/03/2012
Age : 57
Localisation : Côte d'Opale
| | Sujet: Re: Tutoriel détaillé pour débutants: trucs et astuces des joncs sans soudure. Mar Sep 18, 2012 8:45 pm | |
| Bonjour Eddy,
Merci pour ce vibrant hommage, j'ai passé un merveilleux moment à te lire. Comme assez souvent d'ailleurs....
Ca fait du bien après une journée passée en réunion avec des fonctionnaires de l'agence régionale de santé!
Encore merci.
Amicalement Pascal |
| | | | Phil de fer

Messages : 710
Date d'inscription : 26/09/2011
Localisation : Suisse
| | Sujet: Re: Tutoriel détaillé pour débutants: trucs et astuces des joncs sans soudure. Mar Sep 18, 2012 11:14 pm | |
| Salut Nella,
milles merci pour ton tuto hallucinant.
Je te prend au mot, et vais faire un anneau sans soudure.
Seulement voilà, je n'arriverai pas à ne pas tenter quelque chose en terme d'état de surface...
Le poli ne me parle pas, je n'y peux rien, je suis comme ça.
Merci aussi à Eddy, j'ai beaucoup souris à te lire.
Très amicalement,
Philippe |
| | | | Invité
Invité
| | Sujet: Re: Tutoriel détaillé pour débutants: trucs et astuces des joncs sans soudure. Mer Sep 19, 2012 12:28 am | |
| Salut Eddy , ton île est bien inspirante ... tes perles épistolaires rivalisent de rondeur et de charme avec celles des mers du Sud ...  |
| | | | Invité
Invité
| | Sujet: Re: Tutoriel détaillé pour débutants: trucs et astuces des joncs sans soudure. Mer Sep 19, 2012 8:57 am | |
| Phil, j'ai hâte de voir |
| | | | Contenu sponsorisé
| | Sujet: Re: Tutoriel détaillé pour débutants: trucs et astuces des joncs sans soudure. | |
| |
| | | | | | Tutoriel détaillé pour débutants: trucs et astuces des joncs sans soudure. | |
|
Sujets similaires | |
|
| | Permission de ce forum: | Vous ne pouvez pas répondre aux sujets dans ce forum
| |
| |
| |
|